Proceso de producción del cartón corrugado

El cartón corrugado es un material de celulosa, constituido por la unión de varias hojas lisas que uno, o varios ondulados, mantienen equidistantes. Ello confiere al cartón la propiedad de ser indeformable:
- Las hojas lisas exteriores se llaman caras o cubiertas.
- Las hojas intermedias se llaman caras lisas.
- Las hojas onduladas que forman los canales se llaman ondulado, tripa, flauta o “médium”.
El Proceso de la fabricación comienza con la transformación de las bobinas de papel reciclado para convertirlo en planchas de cartón que luego serán utilizados en la convertidora para producir cajas de cartón.
Estructura del cartón corrugado
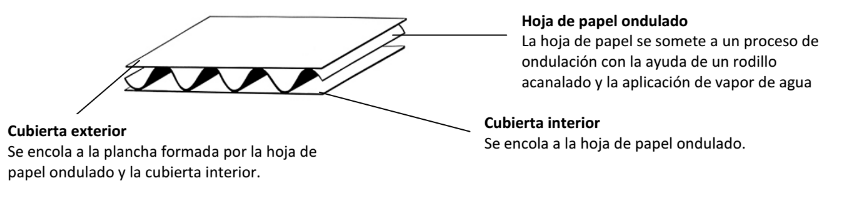
El simple-cara (single face – SF) está formado por una hoja lisa (una cara) y un ondulado, unidos entre sí con cola. Este es el módulo elemental de todo cartón corrugado, impuesto por la tecnología de fabricación.
Al añadir una segunda cara se forma el doble-cara, también llamado “simple wall” (pared sencilla) en inglés. Si al doble-cara se le añade un segundo módulo simple cara, constituye el llamado doble-doble (DD).
De la misma manera, un triple corrugado resulta de un doble- doble con un tercer simple cara.
Perfil de la onda o canal
Teóricamente, la manera ideal de asegurar la mejor relación resistencia del cartón/consumo de papel es dándole una forma triangular, o en V, al perfil de la onda.
Existen diferentes gamas de perfiles de onda y cada una se caracteriza por:
- La altura: distancia que hay entre el vértice y la base ancha del canal.
- El paso: distancia que hay entre los vértices de dos canales consecutivos.
- El número de canales por metro de cartón.
- El coeficiente de ondulación: relación teórica que hay entre el largo del papel del ondulado y el largo de la cara. (Dicho coeficiente determina el consumo de papel de corrugar). También puede definirse como la relación entre el papel para corrugar empleado y la longitud de cartón corrugado obtenido.
Funciones del ondulado:
- Dar un espesor inicial al cartón y mantenerlo durante toda la vida del embalaje.
- Formar nervaduras en el corazón de la plancha de cartón con el fin de aumentar la rigidez a la flexión.
- Proporcionar al cartón ondulado la propiedad “amortiguadora”. En virtud de su forma, el ondulado asegura una elasticidad relativa ante los problemas de aplastamiento en plano y resistencia a impactos.
- Aporta resistencia a la compresión sobre el canto del cartón (fuerza paralela a los canales). Cada canal puede ser considerado, pues, como un “pilar”.
Funciones de las caras:
Las caras realizan una aportación importante a la resistencia del embalaje (rigidez a la flexión, estallido, desgarro, resistencia al apilado) de cara a posibles agresiones mecánicas, climáticas u otras. Tiene una función protectora.
La cara exterior sirve, además, de base informativa (marcado) y, gracias a su excelente imprimibilidad, se puede revestir de una manera atractiva, como en el caso de los embalajes expositores, explotando el uso de colores y grafismos.
Funciones de la cola:
Unir de una manera rápida y duradera los papeles componentes a un ritmo elevado de fabricación. Resistencia, en algunos casos, a la humedad o al agua (cola RH) llamada “resistente a la humedad”.
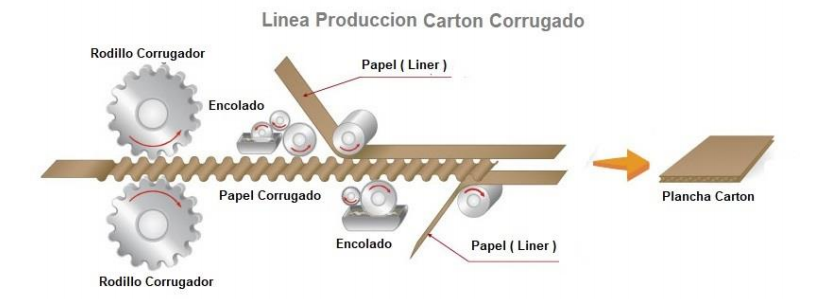
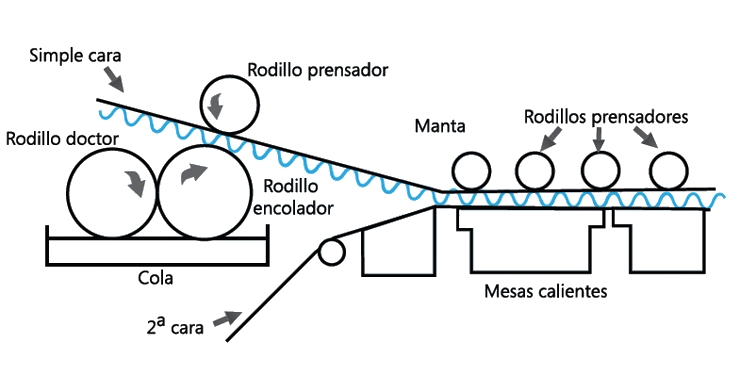
La corrugadora es la máquina que, a partir de las bobinas de papel, permite la fabricación de planchas de cartón corrugado. Esta operación, que se realiza de manera continua, comprende las siguientes fases:
- Formación de la onda de papel de corrugar y encolado de esta con una cara: es el grupo simple – cara.
- En el caso del doble doble (DD) se utilizan dos grupos de simple – cara, generalmente usando dos ondas distintas: B + C o E + B. Para el triple corrugado se necesitan tres grupos de simple – cara.
- Encolado de la segunda cara con el (los) simple – cara (s), que se hace en la doble o triple encoladora.
- Solidificación de la unión de la segunda cara y secado del cartón; es la función de las mesas calientes.
- Transformación de una banda continua de cartón en planchas a través de:
- Corte longitudinal y hendido de las solapas, en la cortadora/hendedora longitudinal o reversible.
- Corte transversal en la cortadora del mismo nombre.